为了确保骑电动自行车人员的交通安全,最近国家颁布了新交规:自2020年6月1日起,电动自行车驾驶人和乘坐人均需依规佩戴安全头盔。导致头盔的需求量猛然大增,6月1日之前马上需要增加近2亿只的用量,以后每年大约新增3千万只的头盔用量,一些注塑企业纷纷进入头盔加工行业,紧急扩大生产。


大多数安全头盔外壳在撞击时由于需要承受和分散较大的冲击力,是保护头部的重要部件,头盔外壳需要足够的耐冲击强度;头盔一般使用PC、PC/ABS、PC/PBT、玻纤增强塑料、碳纤维复合塑料及ABS塑料等注塑成型。

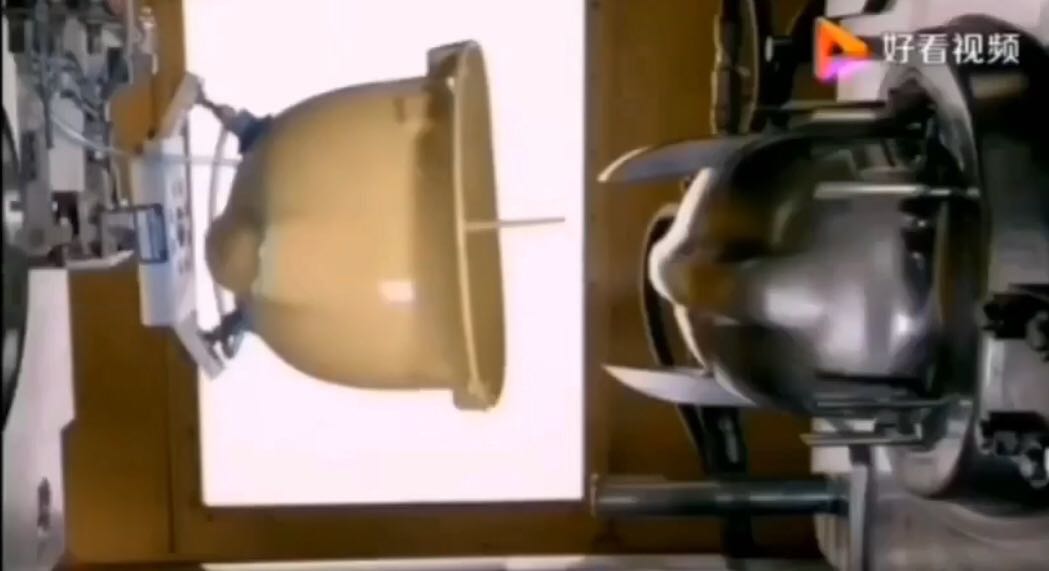
头盔外壳产品需设计成流线型结构,以减少其风阻和噪音,胶件厚度(一般
为2.5mm-4.5mm左右)需足够,以保证其足够的冲击强度;胶件壁厚要尽量均匀,不要有直角、尖角、锐角,防止存在安全隐患,使用时手感不好且容易刮伤手,也不利于注塑成型及外观品质的控制。

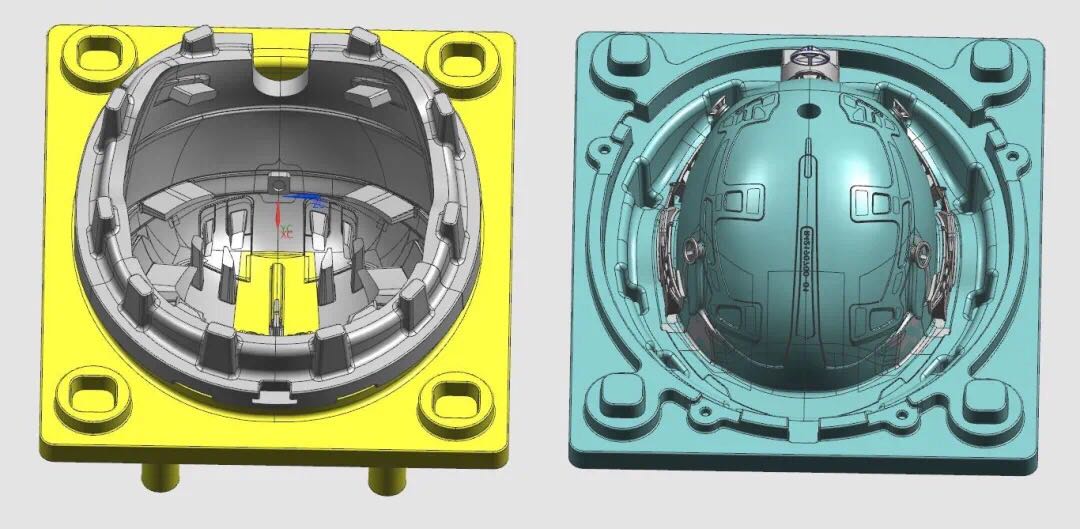
1、需采用中心主流道大浇口,有外冷流道、内冷流道和半热流道三种(也有少数使用侧浇口的,会有夹水纹);
2、模具型腔、型芯最好采用凸凹结构新的设计理念比较好注塑成型;
3、模具需采用全周排气方式,这样模具排气效果好,注塑成型阻力小,注塑出的头盔外壳外观质量就好;

4、模具四周要设有外定位插销、模具型腔&型芯需有内定位结构,确保模具在长时间注塑成型时,因导柱磨损导致胶件壁厚不均及稳定性,防止后续胶件周边产生披锋(毛边),确保其产品质量的一致性;
5、模具水道尽量随形走,水道尽量多,由于胶件比较厚,需加强冷却效果,模芯可以考虑镶铍青铜,以提高注塑效率(产量);
6、脱模方式要根据头盔结构而定,简单的头盔外壳两板模就行,结构复杂的头盔外壳需要侧抽芯结构。
1、PC料、PC/ABS、PC/PBT合金塑料、ABS塑料在注塑之前均须充分干燥,用除湿干燥机或者抽真空干燥机进行干燥,需测量其含水率,确保塑料的干燥质量和干燥效果的一致性,防止注塑出的胶件冲击强度下降,以免出现外观质量(银纹、气纹等)问题。
2、选择合适大小吨位的注塑机(350T左右),不要过大,防止熔料在料筒内停留时间偏长,导致塑料分解,影响头盔的外观质量和冲击强度。
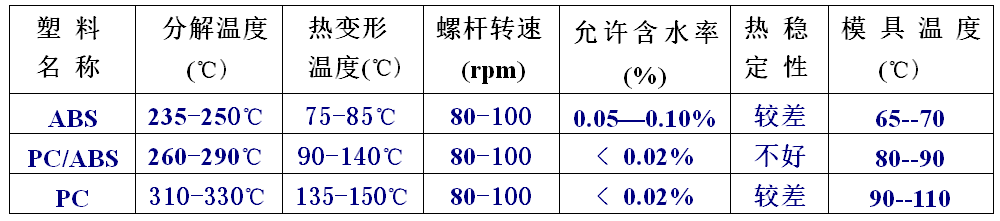
3、模具温度要合适,若模温太高,周期时间增长,产能及注塑效率会降低;若模温太低,注塑件内应力增大,会降低头盔外壳的冲击强度,外观质量也会变差。
4、注塑成型过程中,要对熔料温度进行测量和控制,保压结束后的残留量控制在10mm左右为宜。
5、头盔外壳由于其壁厚较厚,适宜使用“中等模温、中速、中压、中低保压”的注塑工艺条件进行注塑成型;
6、注塑成型技术的重点是要找准保压切换位置,并优化和控制保压压力及保压时间,这三个参数如果没有搞好,注塑出来的头盔外壳不但内应力大、产品冲击强度明显降低,而且其外观质量及脱模效果也会受影响(如:表面缩水、内部小缩孔、飞边、粘模等)。

7、如果是玻纤增强塑料和碳纤维复合塑料注塑成型头盔外壳,由于其熔料粘度高,导热系数高(冷得快),其流动性较差,流动阻力大,熔料温度和模具温度均要提高15—20℃,适宜使用“中高模温、中高速、中高压、中等保压”的工艺条件进行注塑成型,以提高头盔的表面质量,降低内应力,确保头盔外壳的冲击强度满足使用要求。
8、注塑生产过程中要重视注塑模具的使用、维护与保养工作,防止排气系统堵塞和冷却水道生锈,以提高胶件质量的稳定性和注塑效率。
9、要重视开合模参数的优化和控制,尽量降低锁模力和末端合模速度,防止合模时因碰撞声响大(冲击力大)而损坏模具,导致注塑过程中频繁出现模具故障和注塑异常现象。

1、注塑件表面外观质量及颜色要OK,防止其表面出现缩水、银纹(料花)、气纹、水波纹、流纹及产品变形等不良缺陷,头盔外壳周边禁止出现溢料(披锋)及缺胶现象。
2、建议采用称量重量的方法来控制头盔外壳的质量比较简单且有效。
3、重点需严格控制头盔外壳的冲击强度(头盔需做冲击强度试验),需满足国家标准——用3公斤重、前端头部带60度穿孔器的中锤,在1米高度自由下落时头盔外壳不能穿透;从初始30N作用力逐步增大到630N时,变形量不超过40mm,恢复30N作用力时,与初始尺寸变形量不超过15mm;护目镜破了时不得出现小于60度锐角的碎片(玻纤增强塑料、碳纤维复合塑料注塑出的头盔外壳冲击强度最好,但材料价格贵、成本比较高)。
4、头盔保护垫、缓冲带和其他附属功能零件的强度也要满足冲击时的保护要求。

如果机位水口料控制的好,水口料(回料)可以添加5%左右的比例,但必须要做冲击强度测试,以满足挤压强度和冲击强度的要求;

1、首先塑料的性能要稳定(塑料的牌号和批次应一致),回料质量要OK;
2、水口料颗粒大小要均匀一致(6—8mm),添加比例要一致(5%左右),干燥质量需一致,供料要及时和稳定;
3、优化头盔的注塑工艺条件并控制它(不要频繁调机),模具温度要进行测量和控制(留意模具水道是否堵塞、生锈,水管中的水压、水流量及水的质量);
4、注塑生产过程中须做好模具、注塑机、周边设备的清洁润滑和维护保养工作;
5、加大注塑过程控制,确保注塑稳定(不出注塑异常、不出模具故障、不出品质不良、不出机器故障、不出断料现象、不刮飞边等),满足自动化注塑头盔的需要;
6、主流道浇口可以采取模内切、机械手取出后用自动气剪切浇口、半热流道等,不需要使用人手加工浇口。

1、头盔外壳冲击强度不足
(1)头盔外壳冲击强度不足,除了不同种类塑料本身的强度差异外,材料干燥不充分,熔料塑化时易水解,导致胶件强度降低;
(2)注塑时头盔外壳内应力过大,导致其冲击强度降低;
(3)胶件厚度不足(太薄),直接降低其冲击强度;
(4)熔料塑化时温度过高、螺杆转速过快、残留量过大、停留时间长等,导致熔料过热分解,降低其冲击强度。

2、头盔外壳周边产生披锋(飞边)
(1)主要是由于保压切换位置太迟,保压压力太大,使模具胀开产生小缝隙形成飞边(披锋);
(2)胶件末端注射速度太快、粘度低及分解的熔料更容易钻进模具缝隙内,产生飞边(披锋);
(3)合模时末端合模速度太快、锁模力太大,前后模板合模冲击力太大,导致模面压伤产生间隙形成飞边(披锋);
(4)注塑过程中模面积聚的异物(胶渍、灰尘、胶丝、飞边等)没有定时清洗(擦模面),模面压伤产生间隙形成飞边(披锋);

(5)侧抽芯、顶针等活动零件由于清洁、润滑、保养工作不到位,长时间磨损后产生间隙形成飞边(披锋)。
3、头盔外壳表面收缩痕(缩水)
1、头盔外壳表面缩水的主要原因是由于主流道太细太长&浇口较小,冷冻封胶早,补胶困难,导致胶件表面产生收缩痕(缩水);
2、模具温度太高,胶件脱模后收缩量大,容易产生明显的收缩痕(缩水);

3、保压时间不够(太短)或者保压压力不足,浇口没有冷冻封胶时就开模,胶件内的熔料回流,导致胶件表面容易产生收缩痕(缩水)
4、头盔外壳表面缩水时,尽量不要拼命地加大保压压力,否则,就会出现胶件内应力增大而降低其冲击强度、胶件脱模困难、产品周边产生飞边(披锋)等问题。
声明:此文章由华南注塑专家研究撰写,属原创作品,未经允许,请勿侵权转载到其他平台。
